Specialty Chemical Intermediates play a crucial role in the manufacturing and development of a wide array of industrial and consumer products. These intermediates act as essential building blocks in the synthesis of complex chemical compounds, enabling the production of high-quality end products across various sectors such as pharmaceuticals, agrochemicals, dyes, polymers, and electronics. As versatile and indispensable components, Specialty Chemical Intermediates are designed to meet stringent quality and performance standards, ensuring efficiency and reliability in downstream applications.
Chemical Intermediate Products encompass a broad spectrum of substances that serve as precursors or reagents in chemical reactions. These products are meticulously engineered to provide optimal reactivity, purity, and stability, which are critical parameters in the production process. The selection of high-grade Chemical Intermediate Materials directly influences the yield, cost-effectiveness, and environmental footprint of the final products. Therefore, manufacturers invest heavily in the research, development, and quality assurance of these intermediates to maintain competitive advantage and comply with regulatory requirements.
The importance of Chemical Intermediate Materials cannot be overstated, as they bridge the gap between raw chemicals and finished goods. They facilitate the transformation of basic raw materials into complex molecules with desired functionalities, enabling innovation and customization in product formulations. Specialty Chemical Intermediates are often tailored to specific applications, offering unique properties such as enhanced solubility, reactivity, or compatibility with other chemical agents. This customization empowers industries to develop novel solutions that address emerging market needs and technological challenges.
In the pharmaceutical industry, Specialty Chemical Intermediates are vital for the synthesis of active pharmaceutical ingredients (APIs). Their purity and consistency directly impact the efficacy and safety of medicinal products. Similarly, in the agrochemical sector, these intermediates contribute to the creation of effective pesticides and herbicides that protect crops and improve agricultural productivity. The dye and pigment industry relies on Chemical Intermediate Products to produce vibrant and durable colors for textiles, plastics, and coatings. Additionally, the polymer industry utilizes these intermediates to develop materials with tailored mechanical, thermal, and chemical properties.
Environmental considerations and sustainability are increasingly influencing the production and application of Chemical Intermediate Materials. Manufacturers are adopting green chemistry principles to minimize waste, reduce hazardous substances, and improve energy efficiency during the synthesis of intermediates. This shift not only aligns with global regulatory frameworks but also meets the growing demand from consumers and industries for eco-friendly products. The development of biodegradable and renewable-source intermediates exemplifies the commitment to sustainable innovation within the specialty chemicals sector.
Quality control and regulatory compliance are paramount in the manufacture of Specialty Chemical Intermediates. Rigorous testing protocols, including chromatographic analysis, spectroscopy, and purity assessment, ensure that Chemical Intermediate Products meet the required specifications. Certification and adherence to international standards such as ISO and REACH further guarantee the safety and reliability of these materials. Collaboration with customers to understand their specific needs enables suppliers to provide tailored solutions and technical support, fostering long-term partnerships.
In summary, Specialty Chemical Intermediates, Chemical Intermediate Products, and Chemical Intermediate Materials constitute the backbone of modern chemical manufacturing industries. Their role in enabling complex chemical transformations, enhancing product performance, and supporting sustainable practices is indispensable. By continuously advancing the quality, functionality, and environmental compatibility of these intermediates, the specialty chemicals sector contributes significantly to innovation, economic growth, and the betterment of everyday life.
| Technical Parameter | Specification |
|---|---|
| Product Type | Chemical Intermediate Materials |
| Application | Pharmaceutical Chemical Intermediates |
| Purity | ≥ 99% |
| Appearance | White to off-white powder |
| Moisture Content | ≤ 0.5% |
| Solubility | Soluble in organic solvents |
| Packaging | 25 kg/drum or as per customer requirement |
| Storage Conditions | Store in a cool, dry place away from direct sunlight |
| Chemical Intermediate Products Grade | Pharmaceutical Grade |
The HMHT brand, model number HMHT0003, represents a high-quality range of Industrial Chemical Intermediates designed to meet diverse application occasions and scenarios across various industries. Certified with ISO9001, this product guarantees consistent quality and reliability, making it an ideal choice for both large-scale industrial applications and specialized chemical processes.
Primarily used as Industrial Chemical Intermediates, HMHT0003 plays a crucial role in the manufacturing of numerous products. Its versatility allows it to be applied in the synthesis of dyes, agrochemicals, and polymers, where precise chemical reactions are essential. The product's consistent performance ensures that manufacturers can rely on it for efficient and safe chemical transformations, enhancing productivity and product quality. Given its origin in China, HMHT0003 offers competitive pricing ranging from USD 30 to 43 per kilogram, with a minimum order quantity of just 1 kilogram, making it accessible for both small and large enterprises.
In the pharmaceutical sector, HMHT0003 serves as a vital Pharmaceutical Chemical Intermediate. It is extensively used in the development and production of active pharmaceutical ingredients (APIs), where purity and consistency are paramount. The HMHT product line supports stringent industry requirements, facilitating the creation of effective and safe medications. This makes HMHT0003 indispensable in pharmaceutical research and manufacturing environments, where regulatory compliance and product efficacy are critical.
The supply ability of HMHT0003 is robust, with a capacity of 100 metric tons per year, ensuring a steady and reliable supply chain for continuous industrial operations. Orders are typically delivered within 3 weeks, packaged in 25kg bags or customized packaging per customer requirements, providing flexibility and convenience in logistics and storage. Payment terms are also versatile, accommodating L/C, D/P, T/T, Western Union, and MoneyGram, enabling smooth international transactions.
Overall, HMHT0003 Industrial Chemical Intermediates are essential in a variety of industrial and pharmaceutical applications. Whether used in chemical manufacturing, pharmaceutical synthesis, or specialized industrial processes, HMHT0003 offers quality, reliability, and excellent service support, fulfilling the demanding needs of modern chemical industries worldwide.
Our Chemical Intermediates product line is supported by a dedicated technical support team committed to providing comprehensive assistance throughout the product lifecycle. We offer expert guidance on product selection, application techniques, and process optimization to ensure maximum efficiency and performance. Our services include troubleshooting, custom formulation advice, and regulatory compliance support to meet industry standards. Additionally, we provide detailed technical documentation, safety data sheets, and training resources to empower our clients with the knowledge needed for safe and effective use of our chemical intermediates. Partner with us for reliable support and innovative solutions tailored to your specific chemical processing needs.
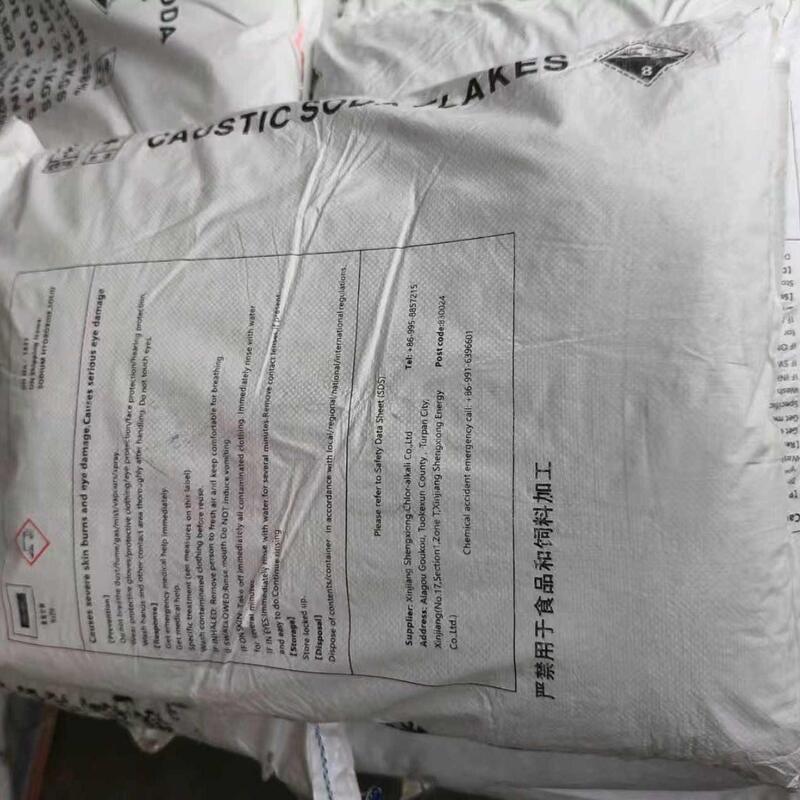
Our Chemical Intermediates are securely packaged to ensure product integrity and safety during transit. Each batch is packed in high-quality, durable containers that are resistant to moisture, contamination, and physical damage. Packaging options include drums, barrels, and bulk containers, tailored to meet specific customer requirements and regulatory standards.
For shipping, we comply with all relevant international and local regulations concerning hazardous materials. Our logistics partners are experienced in handling chemical products, ensuring timely and safe delivery. All shipments are accompanied by proper documentation, including safety data sheets and certificates of analysis, to facilitate smooth customs clearance and handling.
Q1: What is the brand and model number of the Chemical Intermediates product?
A1: The Chemical Intermediates product is branded as HMHT with the model number HMHT0003.
Q2: What certifications does this product have?
A2: This product is certified with ISO9001, ensuring quality management standards.
Q3: What is the minimum order quantity and price range for this product?
A3: The minimum order quantity is 1 Kilogram, and the price ranges from USD 30 to 43 per Kilogram.
Q4: What payment terms are accepted for purchasing this Chemical Intermediates product?
A4: Accepted payment terms include L/C, D/P, T/T, Western Union, and MoneyGram.
Q5: How quickly can the product be delivered and what are the packaging options?
A5: Delivery time is within 3 weeks. The product is typically packaged in 25kg bags, but packaging can also be customized as per customers' requirements.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
Our products are sold all over the world, you can rest assured.